热熔喷头控制
热熔喷头是影响熔融沉积成型技术成型最重要影响因素之一,热熔喷头主要任务是控制加热过程及内部温度,其次是调整喷嘴口径大小.喷头的温度要求极其严格,温度过高会导致材料过热,出现碳化及延流现象;温度过低,无法将材料热熔完全, 影响打印效果. 因此,喷头加热、温度控制及喷嘴设计的控制很重要.
FDM 熔融沉积成型技术中, 喷头的进料方式主要有两种: 美国Stratasys 公司开发锥型螺杆喷头和柱塞式喷头.锥型螺杆的喷头由第一级送料机构、第二级加压送料机构、加热和温控装置以及喷嘴组合而成, 送丝机构将材料送到第二级入口, 由螺杆依靠额外的电机驱动旋转送料. 在喷头的推广和市场运用上, 锥型螺杆式喷头占有优势, 因为螺杆式喷头结构简单、控制方便、易于实施并且能够提高挤出材料的速度、粘度和流量的均匀性, 有利于更快地构造零件, 提高快速制件的尺寸精度.
Batchelder等研究出能够提供动态熔融流体流量控制的热熔喷头. 整个系统包括机械驱动装置、送料装备和热熔喷头, 该喷头分为多区域管理, 可以让熔融材料的温度得到更好的控制, 整体系统采用基于测量压力的控制器组件配置, 使得挤出材料流量驱动机构和消耗材料进给率成为闭环控制。de Castro等探究了螺杆式喷头在控制温度、材料挤压等工艺参数变化情况下的成型效果, 指出螺旋挤压喷头可以让FDM打印机在未来实现粉末材料打印. 彭勇刚等研发了一种基于多段温度控制的FDM 3D打印喷头及温控方法, 利用打印喷头各段温度对应渐变的控制方法, 保证FDM打印材料时刻保持在可打印状态, 不会出现由于单一温度控制, 引起温度过高或者过低造成的工层坍塌、破坏以及堵塞情况, 避免了传统打印喷头堵塞和断丝现象, 提高了成型产品的质量.
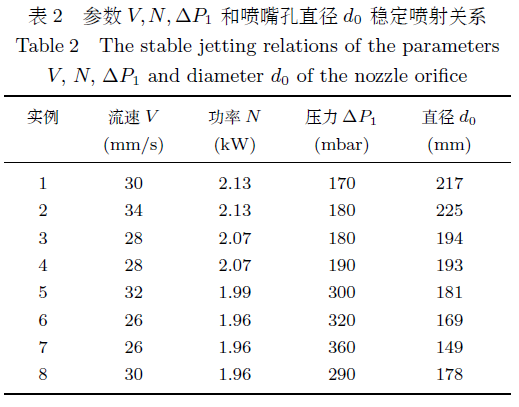
随着控制技术和温度测量传感技术的发展, 更加精确的喷头温控得到保证. 通用的温度控制, 采用可控硅和温控器相结合, 利用温控器自带的传统PID 算法来实现, 但是仅仅采用单一的PID控制方法, 其闭环系统的鲁棒性、动态响应速度较慢,使得喷嘴温度由常温上升到给定值时间长, 动态响应速度慢, 影响加工效率、使得控制性能难以得到可靠保证; 同时, 在喷头接近给定温度时, 没有调整措施,使得超调量大, 严重影响材料熔融效果, 甚至出现材料碳化现象. 模糊控制的出现很好地弥补了PID控制的上述缺陷,模糊控制能较好解决被控对象非线性问题, 具有优秀的动态响应特性和强鲁棒性, 使其成为控制领域的代表。但是,模糊控制也存在缺陷, 由于模糊规则以及隶属度函数的确定受限于等级设定, 因此会存在过渡时间过长等问题. 文献讨论了模糊控制和PID控制各自的优点, 提出一种基于模糊PID方法对GDM热熔喷头进行温度控制, 通过对比单纯的PID控制盒模糊控制, 该方法具有以下优点: 基本做到了无超调, 只有升温过程中稍有波动, 温度的输出值基本与给定值一致. 文献提出了一种新的熔融成型技术, 该技术可以产生连续的熔融滴状流体. 同时有一个熔料的储集层, 在喷嘴中引入一个感应加热系统, 将金属丝的尖端熔化, 并在喷嘴处选择适当的熔滴流速V 、功率N、压力¢P1、喷嘴孔直径d0的稳定喷射关系(如表2所示). 熔滴以稳定的流速流出, 使系统成为一个连续熔融滴流成型技术.
未完待续;
上一篇 : 3D打印之FDM工艺控制系统详解(一)
下一篇 : 3D打印之FDM工艺控制系统详解(三)
![]()
![]()
![]()
![]()
Copyright 2012-2016 PRINDREAM 印梦智能科技 版权所有 沪ICP备12006683号-6